


更新时间:2025-04-22 08:04:50 ip归属地:河北,天气:雾,温度:19 浏览次数:4 公司名称:聊城 金海金属材料有限公司
| 品牌 | 山东 |
|---|---|
| 产地 | 聊城 |
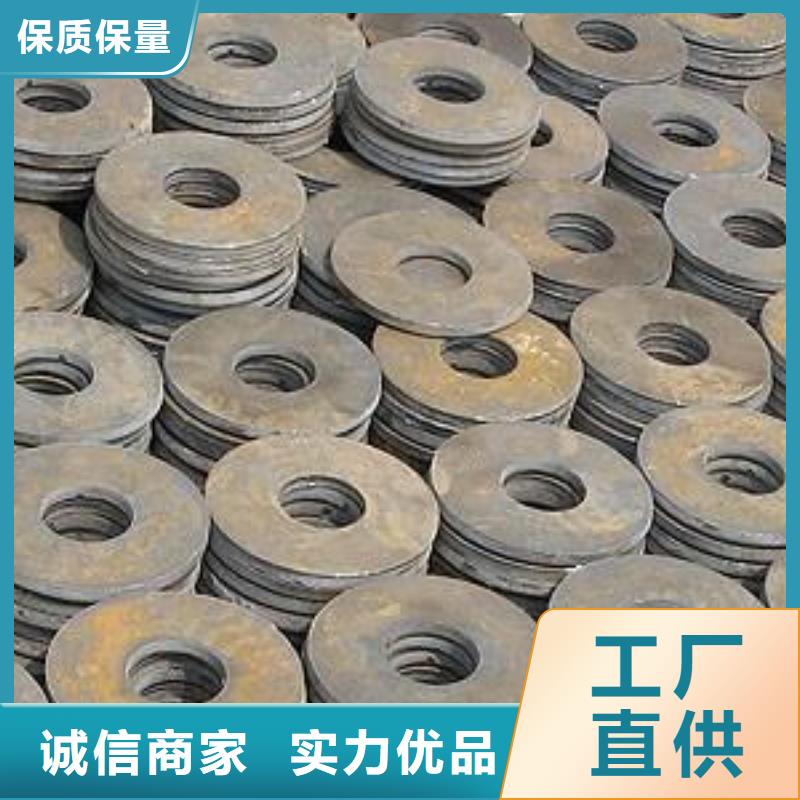
| 用途 | 机械配件 |
| 产品特色 | 易加工,交货快,来图定做 |
| 可售卖地 | 全国 |






冲压是的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产效率高,劳动条件好,生产成本低,一般每分钟可生产数百件。
冲压主要是按工艺分类,可分为分离工序和成形工序两大类。分离工序也称冲裁,其目的是使冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求。冲压用板料的表面和内在性能对冲压成品的质量影响很大,要求冲压材料厚度、均匀;表面光洁,无斑、无疤、无擦伤、无表面裂纹等;屈服强度均匀,无明显方向性;均匀延伸率高;屈强比低;加工硬化性低。


汽车金属冲压件加工的工艺工序:
切 开:将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本位于分离前所处的平面。
切 边:利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切 舌:将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料,具有所要求的一定位置,不再位于分离前所处的平面上。
切 断:将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
反拉深:把空心工序件内壁外翻的一种拉深工序。
扩 口:将空心件或管状件敞开处向外扩张的一种冲压工序。
冲 孔:将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。



金海金属材料有限公司自创立以来,一贯坚持以“科技是di yi生产力”的理论为导向,以品牌战略为先导,以完善的工艺和对品质的孜孜追求,推出 河北合金钢管产品。部分产品已经通过CQC认证、CCC认证、CE认证,企业通过ISO9001质量体系认证和ROHS环保认证。



1.冲压时产生翻料、扭曲的原因
在级进模中,通过冲切冲压件周边余料的方法,来形成冲件的外形。冲件产生翻料、扭曲的主要原因为冲裁力的影响。冲裁时,由于冲裁间隙的存在,材料在凹模的一侧受拉伸(材料向上翘曲),靠凸模侧受压缩。当用卸料板时,利用卸料板压紧材料,防止凹模侧的材料向上翘曲,此时,材料的受力状况发生相应的改变。随卸料板对其压料力的增加,靠凸模侧之材料受拉伸(压缩力趋于减小),而凹模面上材料受压缩(拉伸力趋于减小)。冲压件的翻转即由于凹模面上的材料受拉伸而致。所以冲裁时,压住且压紧材料是防止冲件产生翻料、扭曲的重点。.


